




Формовочный силикон – двухкомпонентный материал, состоящий из основы – однородной вязко-текучей массы различных цветов и отвердителя (катализатора) на платине или на олове – бесцветной или окрашенной жидкости.
По способам отверждения жидкие силиконы подразделяются на две группы. Конденсационной сшивки – в основу добавляется катализатор на олове, аддитивной сшивки – в основу добавляется катализатор на платине.
После смешивания двух компонентов силиконовый компаунд отверждается до резиноподобного состояния при комнатной температуре и имеет обозначение RTV-2 – (Room Temperature Vulcanized – 2 components).
Двухкомпонентный силикон используется для изготовления форм при производстве изделий из: жидких пластиков, эпоксидных смол, полиуретановых эластомеров, полиэфирных смол, природных и синтетических восков, гипса, цемента, и многих других материалов, силикон на платине так же применяется в пищевом и кондитерском производстве.
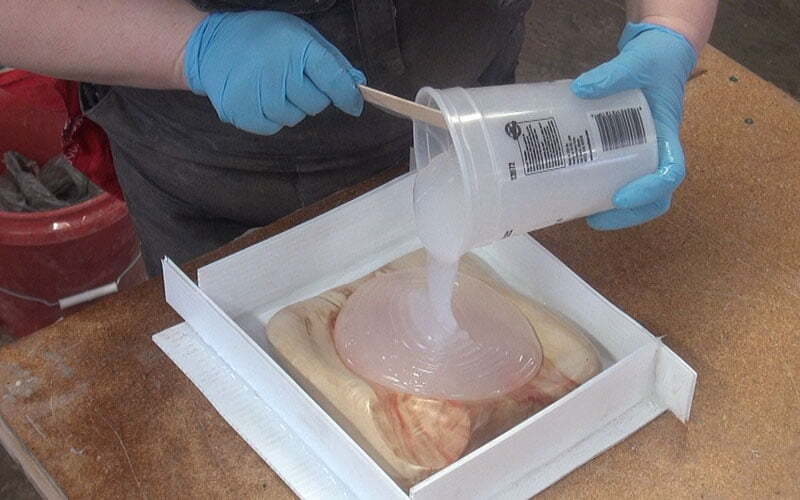
При заливке формовочного силикона в опалубку, в которой размещена копируемая модель, после отверждения, вы получаете резиновую форму (молд), которая затем используется для дублирования предметов.
Повышенная теплостойкость, исключительно низкая усадка и стойкость к большинству органических и неорганических материалов, позволили силиконовым компаундам быть идеальным решением широкого круга задач, связанных с процессом формовки.
Преимущества форм из силиконовой резины:
• Превосходная репродукция самых сложных деталей и объектов.
• Тепло- и химическая стойкость продлевают срок службы формы, даже при использовании агрессивных смол, которые выделяют в процессе вулканизации большое количество тепла.
• Малая усадка или ее отсутствие обеспечивают высокую стабильность размеров.
• Высокие эластичность и сопротивление раздиру способствуют легкости извлечения и снижают опасность повреждения деталей и форм.
• Широкий диапазон марок с различной твердостью, вязкостью и катализаторами предлагается для различных применений и конструкции форм.
• Прозрачные марки облегчают точный разрез вулканизованной резины, контроль заливки формуемого материала и его проникновения во все части формы.

